



Kuličkové ložiskoTolerance vysvětleny
Rozumíte tolerancím ložisek a co ve skutečnosti znamenají?Pokud ne, nejste sami.Ty jsou často citovány, ale často bez skutečného pochopení toho, co znamenají.Webové stránky s jednoduchým vysvětlením tolerancí ložisek jsou extrémně vzácné, proto jsme se rozhodli mezeru vyplnit.Takže, pokud chcete vědět, co vlastně znamená „Mean Bore Deviation“ a „Single Bore Variation“?Čtěte dále, jak doufáme, že to bude mnohem jasnější.
Odchylka
To určuje, jak daleko od jmenovitého rozměru může být skutečné měření.Jmenovitý rozměr je ten, který je uveden v katalogu výrobce, např. 6200 má jmenovitý otvor 10 mm, 688 má jmenovitý otvor 8 mm atd. Meze maximální odchylky od těchto rozměrů jsou extrémně důležité.Bez mezinárodních tolerančních norem pro ložiska (ISO a AFBMA) by to bylo na každém jednotlivém výrobci.To by mohlo znamenat, že si objednáte ložisko 688 (vrtání 8 mm), jen abyste zjistili, že je to 7 mm a nehodí se na hřídel.Tolerance odchylek obvykle umožňují, aby byl otvor nebo vnější průměr menší, ale ne větší než jmenovitý rozměr.
Střední vrtání/odchylka vnějšího průměru
… nebo odchylka středního průměru díry v jedné rovině.Toto je důležitá tolerance při hledání těsného spojení vnitřního kroužku a hřídele nebo vnějšího kroužku a pouzdra.Nejprve musíte pochopit, že ložisko není kulaté.Samozřejmě to není daleko, ale když začnete měřit v mikronech (tisíciny milimetru), uvědomíte si, že se měření liší.Vezměme si jako příklad vrtání ložiska 688 (8 x 16 x 5 mm).V závislosti na tom, kde ve vnitřním kroužku provádíte měření, můžete získat údaj kdekoli, řekněme, mezi 8 mm a 7,991 mm, takže co berete jako velikost otvoru?Zde přichází na řadu střední odchylka. To zahrnuje provedení řady měření v jedné radiální rovině (k tomu se dostaneme za minutu) přes vrtání nebo vnější průměr, abychom zprůměrovali průměr tohoto prstence.
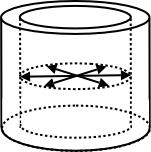
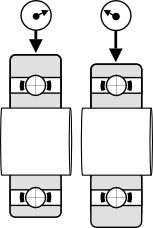
Tento výkres představuje vnitřní kroužek ložiska.Šipky představují různá měření provedená napříč vrtáním v různých směrech, aby pomohla zjistit střední velikost.Tato sada měření byla správně provedena v jedné radiální rovině, tj. ve stejném bodě podél délky otvoru.Sady měření by měly být také provedeny v různých radiálních rovinách, aby se zajistilo, že vrtání je v rámci tolerancí podél své délky.Totéž platí pro měření vnějšího kroužku.

Tento diagram ukazuje, jak to NEDĚLAT.Každé měření bylo provedeno v jiném bodě po délce kroužku ložiska, jinými slovy, každé měření bylo provedeno v jiné radiální rovině.
Zcela jednoduše se střední velikost otvoru vypočítá takto:
To je mnohem užitečnější při výpočtu tolerance hřídele než měření jednoho otvoru, které by mohlo být zavádějící.
Řekněme, že střední tolerance odchylky vrtání pro ložisko P0 je +0/-
Odchylka šířky
… nebo odchylka šířky jednotlivého vnitřního nebo vnějšího kroužku od jmenovitého rozměru.Tady není potřeba mnoho vysvětlování.Stejně jako u rozměrů vrtání a vnějšího průměru musí být šířka řízena v rámci určitých tolerancí.Protože šířka je obvykle méně kritická, jsou tolerance širší než u vrtání ložiska nebo vnějšího průměru.Odchylka šířky +0/-
Variace
Tolerance odchylek zajišťují kulatost.Na této kresbě špatně ven-

Variace s jedním vrtáním/OD
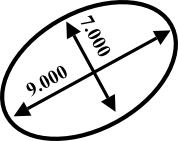
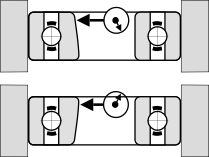
…nebo přesněji změna průměru díry/vnějšího průměru v jedné radiální rovině (samozřejmě, nyní víte vše o jednotlivých radiálních rovinách!).Podívejte se na diagram vlevo, kde jsou rozměry vrtání mezi 8 000 mm a 7 996 mm.Rozdíl mezi největším a nejmenším je 0,004 mm, takže změna průměru otvoru v této jediné radiální rovině je 0,004 mm nebo 4 mikrony.

Variace středního vrtání/průměru vnějšího průměru
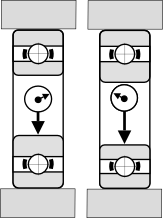
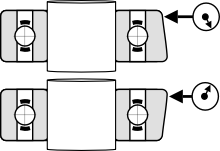
Dobře, díky střední odchylce vrtání / vnějšího průměru a variaci jednoduchého vrtání / vnějšího průměru jsme rádi, že naše ložisko je dostatečně blízko správné velikosti a je dostatečně kulaté, ale co když je na vývrtu nebo vnějším průměru příliš velké zúžení podle diagram vpravo (ano, je značně přehnaný!).To je důvod, proč máme také střední hodnoty vrtání a odchylky vnějšího průměru.

Pro získání středního vrtání nebo odchylky OD zaznamenáme střední vrtání nebo OD v různých radiálních rovinách a poté zkontrolujeme rozdíl mezi největší a nejmenší.Předpokládejme, že zde vlevo horní sada měření udává průměrnou velikost otvoru 7,999 mm, střední 7,997 mm a spodní 7,994 mm.Odeberte nejmenší od největších (7,999 –
Variace šířky
Opět velmi přímočaré.Předpokládejme, že pro konkrétní ložisko je povolená odchylka šířky 15 mikronů.Pokud byste měli měřit šířku vnitřního nebo vnějšího prstence v různých různých bodech, největší měření by nemělo být o více než 15 mikronů větší než nejmenší měření.
Radiální házení

…smontovaného vnitřního/vnějšího kroužku ložiska je dalším důležitým aspektem tolerancí ložisek.Předpokládejme, že střední odchylka pro vnitřní i vnější kroužek je v mezích a kruhovitost je v povoleném rozptylu, to je jistě vše, čeho se musíme obávat?Podívejte se na toto schéma vnitřního kroužku ložiska.Odchylka vrtání je v pořádku, stejně jako variace vrtání, ale podívejte se, jak se liší šířka prstence.Stejně jako všechno ostatní není šířka prstence přesně stejná v každém bodě po obvodu, ale tolerance radiálního házení určují, jak moc se může lišit.
Házení vnitřního kroužku
… se testuje měřením všech bodů na jedné kružnici vnitřního kroužku během jedné otáčky, zatímco vnější kroužek je nehybný, přičemž se odebírá nejmenší měření od největšího.Tyto hodnoty radiálního házení uvedené v tabulkách tolerancí ukazují maximální povolenou odchylku.Rozdíl v tloušťce prstence je zde přehnaný, aby byl tento bod jasněji ilustrován.
Házení vnějšího kroužku
se testuje měřením všech bodů na jedné kružnici vnějšího kroužku během jedné otáčky, zatímco vnitřní kroužek je nehybný, přičemž se odebírá nejmenší měření od největšího.
Vyběhnutí obličeje/vyvrtání
Tato tolerance zajišťuje, že povrch vnitřního kroužku ložiska je dostatečně blízko k pravému úhlu s čelem vnitřního kroužku.Hodnoty tolerancí pro čelní házení/vrtání jsou uvedeny pouze pro ložiska přesných tříd P5 a P4.Všechny body na jednom kruhu vrtání vnitřního kroužku blízko čela jsou měřeny během jedné otáčky, když je vnější kroužek nehybný.Ložisko se poté otočí a zkontroluje se druhá strana otvoru.Odeberte největší měření od nejmenších, abyste získali toleranci čelního házení / vrtání.
Výběh obličeje/OD
… nebo změna sklonu vnější plochy tvořící přímku s čelem.Tato tolerance zajišťuje, že povrch vnějšího kroužku ložiska je dostatečně blízko k pravému úhlu s čelem vnějšího kroužku.Hodnoty tolerancí pro čelní házení/OD jsou uvedeny pro přesné třídy P5 a P4.Všechny body na jednom kruhu vrtání vnějšího kroužku vedle čela jsou měřeny během jedné otáčky, když je vnitřní kroužek nehybný.Ložisko se poté otočí a zkontroluje se druhá strana vnějšího kroužku.Odeberte největší měření od nejmenších, abyste získali toleranci čelního házení / vnějšího otvoru.
Čelní házení/oběhová dráha jsou velmi podobné, ale místo toho porovnejte sklon povrchu vnitřního nebo vnějšího kroužkového kroužku s vnitřním nebo vnějším kroužkovým povrchem.
Čas odeslání: 04.06.2021